
Ms.Lizzy
Hi, this is Lizzy from Dinosaw ( Not a Robot ). Which Machine ( model ) do you want? Please WhatsApp us now
Open Hours:8:30am-20:30pm
WhatsApp: +86 198-5901-3937
Open Hours:
8:30am-20:30pm
 Sep 14, 20255 MIN READ
Sep 14, 20255 MIN READ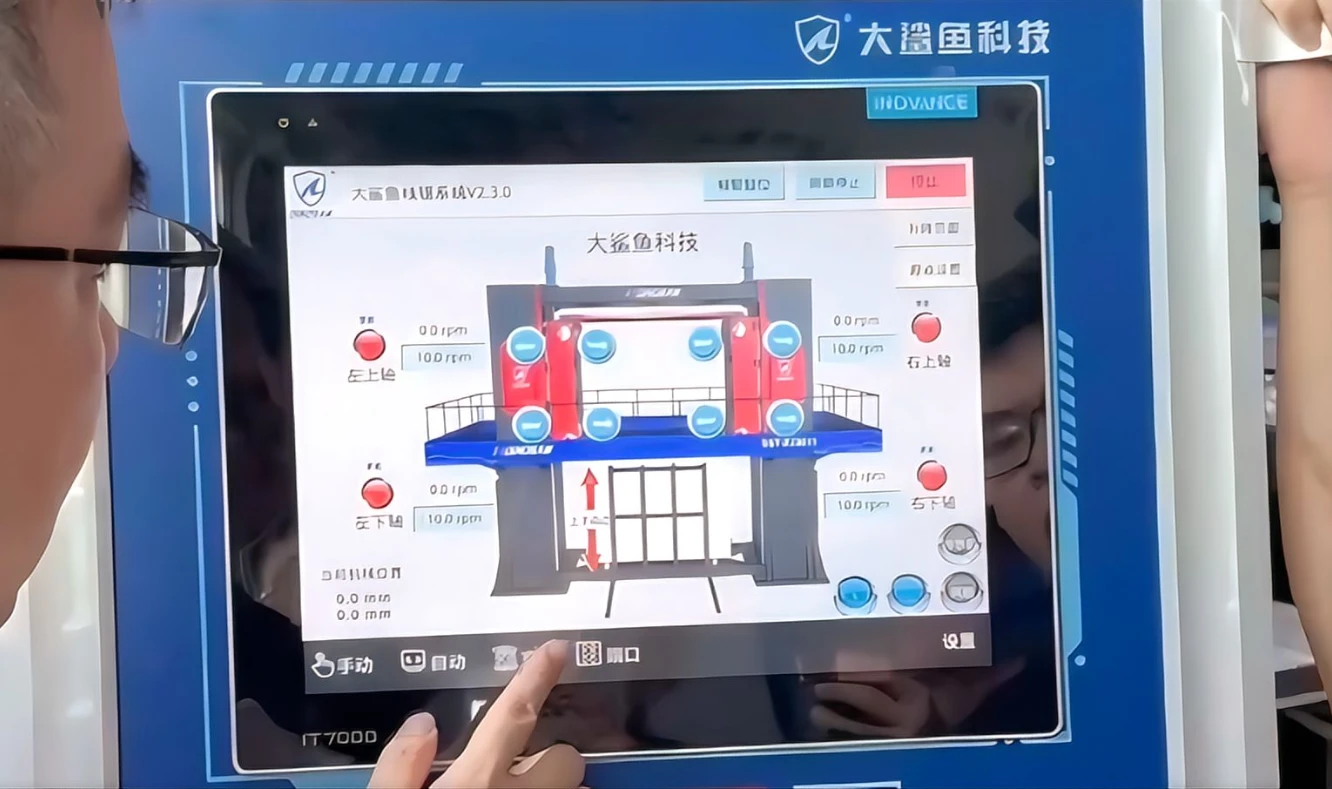
A practical guide for multi-wire saw operators and technicians. Get SOPs, troubleshooting tips for common faults, and a preventative maintenance schedule to ensure peak performance and safety.
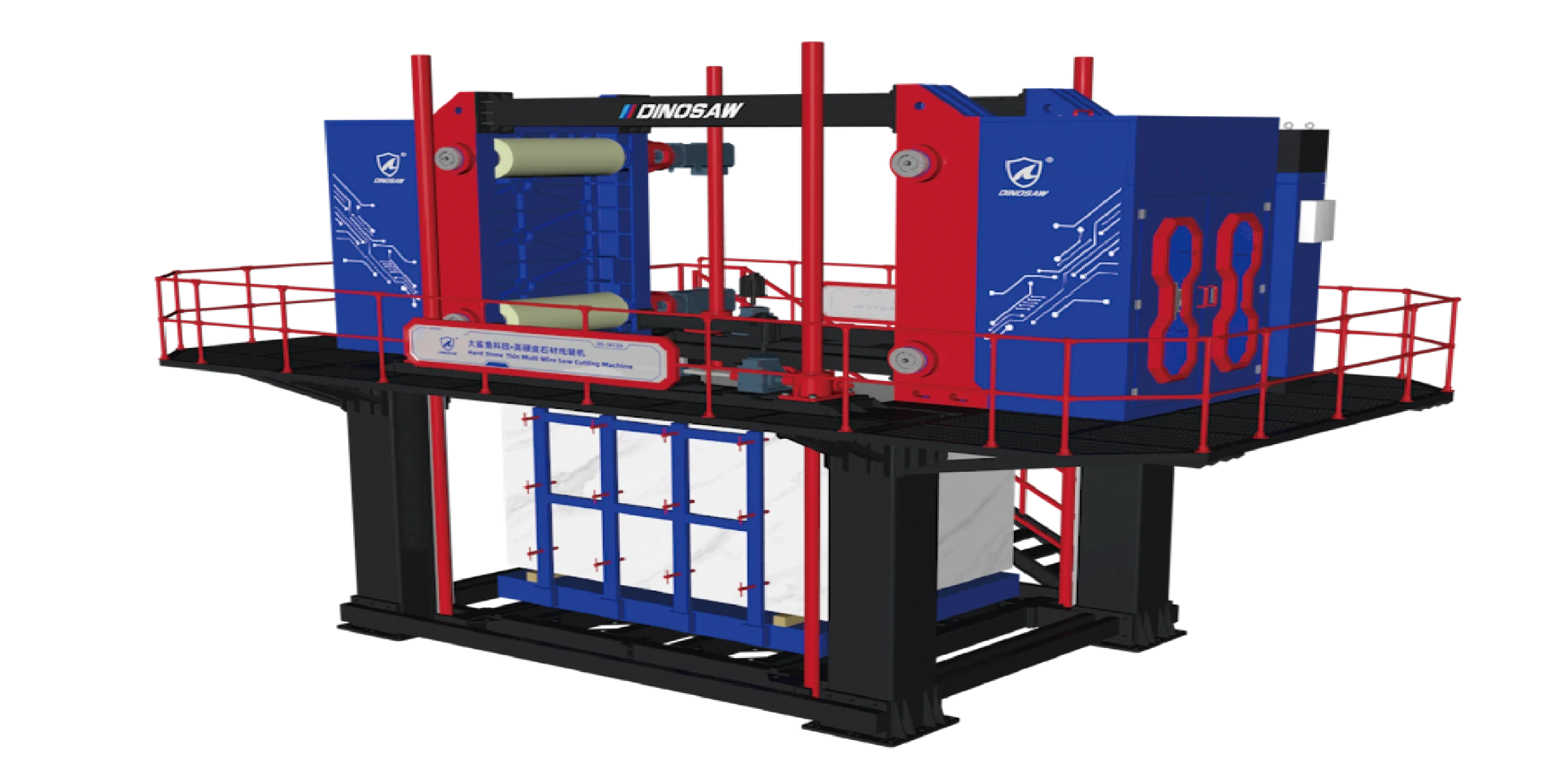
A powerful machine like the DINOSAW Intelligent Multi-Wire Saw delivers peak performance only when operated correctly and maintained diligently. This guide provides essential Standard Operating Procedures (SOPs), a troubleshooting list, and a preventative maintenance schedule for operators and maintenance technicians.
Have a question or need a quote? Contact us now.
Verify all safety guards and the full enclosure are secure and interlocks are functional.
Check main power and compressed air supply.
Inspect the wire array for any visible damage, twists, or excessive wear.
Ensure the coolant tank is full and the filtration system is operational.
Power on the machine and HMI. Home all axes as per the startup sequence.
Select the correct, pre-approved cutting recipe from the HMI library for the material and dimensions.
Verify all parameters on the screen (wire speed, down-feed, tension) match the job sheet.
Run the cutting path simulation on the HMI (if available) to visually confirm the toolpath and clearances.
Follow lock-out/tag-out (LOTO) procedures before entering the machine enclosure.
Carefully remove the old wire spool and guide the wire off the pulley system.
Install the new wire spool, making sure to select the correct diamond wire for the upcoming jobs.
Thread the new wire through the entire pulley circuit according to the machine diagram.
Attach the wire to the tensioning system and slowly apply initial tension.
Periodically verify wire tension using a handheld tensiometer and compare it to the HMI reading to ensure control accuracy remains within ±0.5 N±0.5N. Calibrate sensors if there is a discrepancy.
Test the E-stop button and safety light curtains to ensure they immediately halt machine motion.
Check the alignment of guide pulleys; misalignment is a primary cause of wire wear and breakage.

Causes: 1) Wire has reached end-of-life. 2) Tension too high/low. 3) Hard inclusion in the stone. 4) Worn guide pulley with sharp edge.
Diagnostics: Check wire run-time hours. Check recipe tension setting. Inspect break point on the wire.
Resolution: Replace the wire. Review cutting parameters.
Causes: 1) Uneven tension across the wire web. 2) Worn grooves in drive wheels. 3) Block shifted during the cut.
Diagnostics: Measure tension on multiple wires. Inspect drive wheel grooves.
Resolution: Calibrate the tensioning system. Replace worn wheels.
Causes: 1) Insufficient wire tension. 2) Down-feed rate is too aggressive. 3) Contaminated coolant.
Diagnostics: Check tension settings. Review recipe parameters. Check coolant filters.
Resolution: Adjust tension within spec. Reduce down-feed rate. Service coolant system. Proper maintenance is as vital as the initial choice between multi-wire and other saws.

Visual inspection of wire array and pulleys.
Check coolant level and clarity.
Verify safety interlocks are functional.
Wipe down HMI screen and control panel.
Clean slurry from machine base and collection pits.
Inspect and clean coolant filters/screens.
Lubricate linear guide rails as per manufacturer specification.
Check the oil-immersed traverse mechanism (IP67) for leaks or contamination.
Calibrate wire tension sensors with a handheld meter.
Inspect drive wheels and carbon-fiber rollers for groove wear. Replace if necessary.
Check electrical cabinet filters and clean/replace as needed.
Perform a full system backup of the PLC and HMI programs.
Operating this machinery requires strict adherence to safety protocols. A key benefit, as highlighted in any multi-wire ROI analysis, is improved safety over older methods, but only if rules are followed.
General PPE: Safety glasses, steel-toed boots, and cut-resistant gloves (when handling wire) are mandatory.
Dust & Water Management: The wet cutting process and full enclosure drastically reduce airborne silica dust (to <0.1 mg/m³). Proper management of the resulting slurry is critical.
Regional Notes:
US: Comply with OSHA regulations on machine guarding (29 CFR 1910.212) and control of hazardous energy (LOTO, 29 CFR 1910.147). Monitor silica exposure.
EU: The machine must be CE marked, conforming to the EU Machinery Directive (2006/42/EC). Technicians must be aware of regulations on chemical handling (REACH) for coolant additives.
China: Adhere to GB/T standards for mechanical safety and electrical equipment. Specific regulations on managing silica dust in the workplace must be followed.
Are you looking for more new information blogs?

Get A Easy Solution
Chat Online
Hi, this is Lizzy from Dinosaw ( Not a Robot ). Which Machine ( model ) do you want? Please WhatsApp us now
Hello 👋 How can we help?